管子与管板焊接技术规程
- 2018-11-27 13:26:00
- 陆启蒙 原创
- 16868
1 范围
本标准规定了管板焊接的技术要求 ;
本标准适用于管板的密封焊接工作 ;
本标准的适用材料是换热器管为钛或不锈钢 ,板为碳钢、钛、不锈钢或复合钢 ;
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款 ;凡是注日期的引用文件 ,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准 ,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本 ;凡是不注日期的引用文件 ,其最新版本适用于本标准 ;
GB 3620.1 钛及钛合金牌号和化学成分
GB 3620.2 钛及钛合金加工产品化学成分及允许偏差
DL/T 869 火力发电厂焊接技术规程
3 一般规定
3.1 人员
3.1.1 焊接技术人员、焊接质量检查人员与焊接检验、检测人员所应具备的资格条件应符合 DL/T869的相关规定 ;
3.1.2 凡参加施焊的焊工应该经过理论和实际操作技术培训 ,并经考核合格 ,手工焊、自动焊考核结果互不替代 ;
3.1.3 焊工理论知识考核的内容包括:
a) 钛或不锈钢金属材料的基础知识;
b) 焊接材料(焊丝和氩气)及其使用方面的基础知识;
c) 焊接工艺基础知识和钛材、不锈钢焊接的专业知识;
d) 常用的焊接缺陷的产生原因、危害性、预防及处理措施;
e) 常见焊接设备、测量仪表的种类、使用、维护的基础知识;
f) 焊接安全技术的基础知识 ;
3.1.4 密封焊接操作技术考核的内容包括:
a) 操作技术考核的接头数量应不少于 10个;
b) 操作技术考核所用的材料、焊接位置应与实际担任的焊接工作相同 ,如材料与焊接位置发生了改变 ,需要重新进行考核;
c) 操作技术考核的检验内容及其合格标准执行本标准第 6章的规定 ;
3.2 设备
自动钨极氩弧焊机应具备以下性能及要求:
a) 电弧特性稳定;
b) 电流调节灵活、方便 ,有良好的工艺重复性;
c) 机械执行机构运转灵活 ,装卡方便;
d) 具有提前送气、延时停气、脉冲、非接触引弧和电流衰减功能;
e) 输送氩气的胶管不得与输送其他气体的胶管互相代用;
f) 与机头、控制箱连接的电缆、气管应质地柔软 ,无裂纹、漏气、漏电等现象 ,并连接可靠 ;
3.3 材料
3.3.1 电站凝汽器钛管板与不锈钢管板的化学成分和力学性能应符合有关技术标准 ,常用的国产钛管板与不锈钢管板的化学成分见附录 A中的表 A.1和表A.2,引进材料应符合相关技术标准 ;
3.3.2 凝汽器管板焊接相关的钢材应具有材料质量保证书 ,对无材料质量保证书或有材料质量保证书但对其质量有怀疑的 ,应按DL/T 712中的规定进行复验 ;
3.3.3 氩气使用前应检查有无出厂合格证 ;氩气纯度应不小于 99.98%;
3.3.4 自动钨极焊所用的钨极可选用直径为 Φ ~Φ2.5的钨钍极、 钨镧极或钨铈极 ,其化学成分参见附录 A中的表 A.3;
4 焊接工艺评定
4.1 钛或不锈钢管板焊接工艺评定应该遵循 DL/T 868的一般原则和程序性规定 ;
4.2 应由具有理论水平和操作能力的焊工焊接试件 ;
4.3 改变以下参数的任何一种 ,均应重新进行焊接工艺评定:
a焊接方法;
b母材;
c焊丝;
d焊接位置 ;
4.4 焊接工艺评定试样除按照第 6章规定的内容检验外 ,还应进行金相宏观试验 ,试样数量不得少于10个;
4.5 从事焊接工艺评定试样焊接工作的焊工 ,其试件检验项目的试验数据可代替该焊工技能考试结果,不再另行考核 ;
4.6 焊接工艺评定合格后 ,编制相应的焊接作业指导书 ;
5 焊接
5.1 焊接准备
5.1.1 环境要求如下:
a管板焊接场地应有良好的防风、防火、防尘设施 ,必要时用防火帆布搭置密封室 ;
b密封室内的地面宜用钢板铺设 ,且平整、干净 ;
c焊接用操作平台的搭设应牢固、稳定 ,宜用30mm以上厚度的木板或钢脚手板铺设 ,并捆扎牢固 ;
d密封室顶部应装有排风气扇 ,以改善室内环境 ;
e钛管板焊接时 ,焊工应穿戴洁净的工作服和脱脂纯涤纶手套 ;
f隔板顶部应铺设保护平台 ,要求平台密封、结实 ,能有效防止杂物落入焊接施工区 ;
5.1.2 管板按下列要求清洗:
a管与板的清洗应先采用吸尘器抽吸杂物 ,然后用浓度大于 95%的酒精或丙酮擦洗 ;
b管口清洁度以白绸布蘸酒精擦拭不染色为合格 ;
c加工及清洗完毕的管口严禁用手触摸 ,暂时不焊的管口必须用洁净的塑料薄膜覆盖 ,以防污染 ;
5.1.3 管板的装配及装配检验要求如下:
a管板的装配顺序为:管与板的清洗穿管铣管胀管清洗 ;
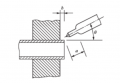
b焊接接头的装配形式见图 1;
c管子的装配检验及修整步骤为:检验修整清洗检验 ,直至合格 ;
d管板的装配必须按工艺要求进行 ,焊接质量检查员对钛管的装配过程应进行监督和检查 ,在施焊前进行验收 ;
e防止中心定位杆插入时带入杂物 ;
5.2 管板自动钨极氩弧焊
5.2.1 中心定位杆应能保证焊接过程不晃动 ;
5.2.2 钨极加工推荐形状见图 2;
5.2.3 钨极的设置尺寸应符合图 3的要求 ;

5.2.3 钨极的设置尺寸应符合图 3的要求 ;

5.2.4 安装钨极时 ,钨极应处于焊枪喷嘴的中心位置 ,不得偏斜 ;
5.2.5 焊接参数包括以下内容:
a脉冲基值电流、脉冲峰值电流和脉冲频率;
b焊接速度;
c氩气流量;
d氩气提前时间(见图 4中 1 );
e焊接预热时间(见图 4中 2 );
f衰减开始等待时间(见图 4中 3 );
g衰减时间(见图 4中 4 );
5 焊接
5.1 焊接准备
5.1.1 环境要求如下:
a管板焊接场地应有良好的防风、防火、防尘设施 ,必要时用防火帆布搭置密封室 ;
b密封室内的地面宜用钢板铺设 ,且平整、干净 ;
c焊接用操作平台的搭设应牢固、稳定 ,宜用30mm以上厚度的木板或钢脚手板铺设 ,并捆扎牢固 ;
d密封室顶部应装有排风气扇 ,以改善室内环境 ;
e钛管板焊接时 ,焊工应穿戴洁净的工作服和脱脂纯涤纶手套 ;
f隔板顶部应铺设保护平台 ,要求平台密封、结实 ,能有效防止杂物落入焊接施工区 ;
5.1.2 管板按下列要求清洗:
a管与板的清洗应先采用吸尘器抽吸杂物 ,然后用浓度大于 95%的酒精或丙酮擦洗 ;
b管口清洁度以白绸布蘸酒精擦拭不染色为合格 ;
c加工及清洗完毕的管口严禁用手触摸 ,暂时不焊的管口必须用洁净的塑料薄膜覆盖 ,以防污染 ;
5.1.3 管板的装配及装配检验要求如下:
a管板的装配顺序为:管与板的清洗穿管铣管胀管清洗 ;
b焊接接头的装配形式见图 1;
c管子的装配检验及修整步骤为:检验修整清洗检验 ,直至合格 ;
d管板的装配必须按工艺要求进行 ,焊接质量检查员对钛管的装配过程应进行监督和检查 ,在施焊前进行验收 ;
e防止中心定位杆插入时带入杂物 ;
5.2 管板自动钨极氩弧焊
5.2.1 中心定位杆应能保证焊接过程不晃动 ;

- [焊接技术] 管板斜45°怎么焊接,精华都在这里了! 2020-10-24
- [故障维修] 导电嘴磨损严重的原因及解决办法 2020-10-19
- [焊接技术] 必须知道的焊缝余高的要求与处理办法 2020-10-16
- [焊接技术] 螺柱焊焊接背面印痕处理方法! 2020-07-17
- [行业资讯] 管子与管板焊接技术规程 2018-11-27
- [焊接技术] 电镀前螺纹尺寸的确定 2018-11-26






- static/file/GBT 19867.4-2008 激光焊接工艺规程11.html 2019-12-25
- static/file/GBT 2652-2008 焊缝及熔敷金属拉伸试验方法10.html 2019-12-25
- static/file/GBT 16672-1996 焊缝-工作位置-倾角和转角的定义10.html 2019-12-25
- static/file/GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法9.html 2019-12-25
- static/file/GBT 17853-1999 不锈钢药芯焊丝10.html 2019-12-25
- static/file/GBT 15169-1994 钢熔化焊手焊工资格考核方法9.html 2019-12-25
- static/file/GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置9.html 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 深圳市宝安区石岩街道塘头大道58号 |