电动缸在线热调宽在板坯连铸机上的应用
- 2018-11-21 14:33:00
- 陆启蒙 原创
- 9276
为了在不停止生产的状态下 ,连铸机在同一个浇次的连续浇铸过程中 ,能够适应生成多种宽度规格铸坯的要求 ,需在浇 钢 过 程 中 调 整连铸结晶器窄边铜板的开口尺寸及锥度 ,即需要 结晶器在线热调宽 、调锥 。
实现结晶器在线远程热调宽 、调锥功能 ,可快速切换断面 ,连续浇铸出不同宽度尺寸的铸坯 ,提高连铸机的连浇炉数 ,节省 停 机 时 间 及 二次开浇的原材料损耗 ,提高 生 产 效 率;可 减 少 铸 坯 切 头 切 尾 的 损失 ,提高金属收得率 ;保 证 铸 坯 的 规格与质量 ,提高直接热装轧制DHCR ,使炼钢热轧工序的衔接更加通畅 ;也可更好满足多品种 、多规格 、小批量的生产订单合同的要求 ,从而取得更大的经济效益 。板坯连铸机结晶器调宽装置的主要形式有:手动机械调宽 、电动机械调宽 、液压调宽 。
手动机械调宽形式已经落后 ,无法进行远程调宽操作 ,更不具备在线热调宽功能 ,同时存在调宽后机械机构锁不住, 生产中出现结晶器严重跑锥问题 ,不仅影响铸坯规格与质量 ,同时也 容易引发生产漏钢事故 ,对生产的直接与间接影响很大 。
目前板坯连铸结晶器在线热调宽形式较常用的是电动机械 调 宽 与 液 压 调 宽 ,且 基 本 为 引 进 技 术 。电动机械调宽形式的驱动电机很占用空间 ,传动设备也比较复杂 ,不好布置 。 虽设备刚性强 ,但停止精度不如液压 缸 的 好 ,需 消 除 丝 杆 与 螺 母 间 的 间 隙 。且结构零件多 ,维修量大 ,维修性差 。
液压调宽形式虽调节精度较高 ,但刚性较差 ,设备维修技术要求高 ;同时需要配套独立的液压系统 ,对液压油清洁度要求很高 ,一旦清洁度达不到 ,或出现漏油现象 ,就会影响控制精度 ;同时投资费用也较大 。 因而自主开发了 “板坯连铸结晶器电动缸在线热调宽技术 ”,并于 2011 年 11月将此技术应用到某钢厂板坯连铸机结晶器上 。
1 结晶器在线热调宽改造方案及内容
该钢厂 共 有 2 台 2 机 2 流 230×1 650 板 坯 连铸机 ,结晶器调宽装置为手动机械调宽形式 , 2 号机3 流改造为电动缸调宽形式。
1.1 改造方案
取消原有手动机械调宽装置 ,增加电动缸调宽装置 ,每台结晶器共安装 4 台数控伺服电动缸 ,每个窄边各安装
2 台 。 改造前结晶器手动机械调宽装置见图 1 ,改造后结晶器电动缸调宽装置见图2 。


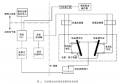
在电气室和主控室增加一套电气控制设备,并安装配套的控制软件和操作画面 。 同时改造结晶器宽边夹紧和张开装置 ,增加液压控制阀台 ,使结晶器宽边夹紧和张开装置具有与调宽 、调锥相配套的“软夹紧 ”功能 。改造后实现结晶器在线远程热调宽、调锥功能 。
1.2 改造内容
1 )机械设备部分:手动机械调宽装置改为电动缸调宽装置 ,相应对结晶器窄边插入件 、结晶器窄边导向装置等进行改造 ;
2 )调 宽 电 气 控 制 系 统 :增 加 工 控 机 、 PLC、驱动器 、现场 操 作 箱 等 电 控 设 备 及 配 套 控 制 软 件 和画面 ;
3 )宽边夹紧和张开系统:改造宽边夹紧和张开装置 、增加液压控制阀台及配管等 。
2 结晶器电动缸在线热调宽
技术 系统组成结晶器电动缸在线 热 调 宽 系 统由
3 部分组成:
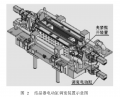
电动缸调宽装置 、电动缸电气控制系统 、结晶器宽边夹紧和张开系统 。电动缸调宽装置 :每台结晶器共安装4 台数控伺服电动缸 ,每个 窄 边 各 安 装 2 台 ,每 台 电 动 缸 可实现单 独 控 制 。 每 台 数 控 伺 服 电 动 缸 包 括 :数 字式伺服电机 、减速 装 置 、丝 杆 、连 接 接 手 (与 结 晶 器窄边把持板连 接 )等 。 电 动 缸 结 构 见 图 3 。 4 台 电动缸全部安装在 结 晶 器 上 ,结 构 紧 凑 ,可 以 和 结 晶器整体吊离 。

调宽电气控制系统 :连铸机每流安装1 套独立的调宽 、调锥电气控制系统 ,包括工控机 、PLC 、驱动器 、现场操作箱等电控设备及配套控制软件和画面 。
宽边夹紧和张开系统 :包括宽边夹紧和张开装置(由上部 活 塞 轴 、上 部 缸 体 、下 部 活 塞 轴 、下 部 缸体 、碟形弹簧等组成 )、液压控制阀台及配管等。 每台结晶器有4 个宽边夹紧和张开装置 ,上 部 安装2个 ,下部安装 2 个 ,缸 体 安装在外 弧 侧 (固定侧 ),通过活塞轴与内 弧 侧 (活 动 侧 )铜 板 连 接;1 个 液 压 控制阀台 。
3 结晶器电动缸调宽装置的工作原理及 主要技术 指标
3.1 工作原理
电动缸 调 宽 装 置 由 数 字 式 伺 服 电 机 、减 速 装置 、丝 杠 和 接 手 组 成 。 每 台 结 晶 器 窄 边 各 安 装 2个数控伺 服 电 动 缸 ,由 计 算 机 软 件 控 制 4 个 数 字伺服电动缸 。 数字 式 交 流 伺 服 电 机 采 用 全 数 字 控制 ,数字脉冲的个 数 控 制 伺 服 电 机 的 旋 转 角 度 ,通过丝杆转 变 为 直 线 位 移 ,通 过 控 制 电 机 的 正 反 转实现 丝 杆 的 推 拉 动 作 ,由 此 带 动 负 载 (结 晶 器 窄边 )的 水 平 移 动 。 窄 边 每 个 电 动 缸 都 可 以 单 独 动作 ,按照设 定 的 调 宽 速 度 和 计 算 机 软 件 计 算 的 位置来驱动 窄 边 铜 板 到 指 定 的 位 置 ,达 到 精 确 的 调宽 、调锥操作 。

3.2 主要技术指标
铸坯宽度 : 950~1 650mm ;
调宽范围 : 940~1 710mm ;
电动缸最大行程 :
385mm ;
数字伺服电机精度 : 1 048 576 个脉冲 /转;
控制定位精度 :
±0.01mm ;
响应时间 :
500 μ s ;
冷调宽速度 :
V max = 0~200mm / min ;
热调宽速度 :
V max = 0~50mm / min ;
调节精度 :浇铸前后单侧锥度变化误差控制在0.2mm以内 ;
结晶器上、 下 口 宽 度 尺 寸 误 差 控 制 在 0.3mm以内 。
4、结晶器电动缸在线热调宽系统优点电 动 缸 调 宽 装 置 结 构 简 单,控 制 精 度 高(1 048 576 个脉冲 /转),控制定位精度达 ±0.01mm ,响应速度非常快 ( 500 μ s ),无轴向间隙 ,不需要液压油管 ,安装方便 ,抗高温 、抗振动 ,适应冶金工业生产环境 。
4 个数字 伺 服 电 动 缸 的 数 字 信 号 汇 总 到 PLC控制单元 ,由交流伺服控制单元集中实现自动控制 ,控制单元性能优良 ,控制精度高 。
电动缸采用位置传感器 ,能够准确反馈任意时刻的实际位移 ,能够记住 初始位置 。 不存在液压式中传感器的漂移问题 ,同时电动缸带抱闸锁定功能 ,能够锁死无偏移 。
能清晰的在画面上显示结晶器上下口尺寸的实际值和计算值及标准值 、结晶器锥度 、操作模式选择( 自动 、 半自动 ) 等 。
在线跟踪结晶器锥度的变化 ,可以根据铸坯情况设定锥度 ,随时调整参 数 ,设置理论值 ,对上下口尺寸及锥度进行修正 。
宽度 、锥度参数数字化存储和调用 ,便于用户掌握铸坯外形尺寸与结晶器宽度 、锥度参数之间的定量关系 。


- [焊接技术] 管板斜45°怎么焊接,精华都在这里了! 2020-10-24
- [故障维修] 导电嘴磨损严重的原因及解决办法 2020-10-19
- [焊接技术] 必须知道的焊缝余高的要求与处理办法 2020-10-16
- [焊接技术] 螺柱焊焊接背面印痕处理方法! 2020-07-17
- [行业资讯] 管子与管板焊接技术规程 2018-11-27
- [焊接技术] 电镀前螺纹尺寸的确定 2018-11-26






- static/file/GBT 19867.4-2008 激光焊接工艺规程12.html 2019-12-25
- static/file/GBT 2652-2008 焊缝及熔敷金属拉伸试验方法11.html 2019-12-25
- static/file/GBT 16672-1996 焊缝-工作位置-倾角和转角的定义11.html 2019-12-25
- static/file/GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法10.html 2019-12-25
- static/file/GBT 17853-1999 不锈钢药芯焊丝11.html 2019-12-25
- static/file/GBT 15169-1994 钢熔化焊手焊工资格考核方法10.html 2019-12-25
- static/file/GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置10.html 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 深圳市宝安区石岩街道塘头大道58号 |